


三菱运动控制器在小型辊锻传送系统中的应用
发布时间:2011-09-29
摘要 本文介绍了三菱伺服MR-J2S-B系列及运动控制器Q172CPUN,多CPU系统在小型辊锻传送系统中的应用。
关键词 辊锻传送系统,多CPU系统,Q172CPUN,MR-J2S-B,Q02CPU
一 概述
辊锻传送系统是锻造行业应用较多的系统。该系统由辊锻机,机械手传送机构组成,替代传统的自由锻,人工送料系统。辊锻传送系统提高了自动化水平,提高产品质量精度,降低了工人劳动强度,节约成本。本文介绍的辊锻传送系统应用于某五金厂。
二 辊锻传送系统结构
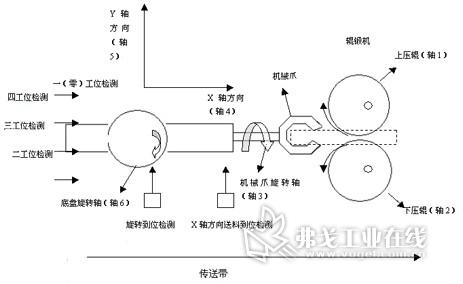
辊锻传送系统由辊锻机,机械手传送机构组成。其中,辊锻机由上下两个压轮,模具组成。模具固定在上下两个压轮上,由滚轮带动实现对产品的锻压。滚轮由两台15K伺服电机同时转动实现模具同步滚压。机械手传送机构由机械爪转动轴,X方向送料轴,Y方向工位移动轴,底盘旋转轴以及部分定位传感器组成。具体如下图:
三 控制流程
辊锻机由两台MR-J2S-15K B4及HA-LFS15K14驱动。上下压辊同时启动,保持同步;机械手传送结构主要由四台MR-J2S-700B及HC-SFS702驱动。上下压辊启动由X轴方向送料到位检测,机械瓜夹紧信号及压辊零位信号启动。每工位转动一圈,回到原点,压辊转动过程中X轴伺服OFF,处于自由滑动状态,自由滑动到位一检测信号接通(送料到位信号断开)后,X轴伺服ON,Y轴启动,由第一工位运动至第二工位,二工位检测信号接通,机械爪旋转轴旋转一定角度后,X轴启动快速行进至二工位,到位检测信号接通,X轴伺服OFF,处于自由状态,上下压辊启动。如此,进行三工位,四工位辊压成型。四个工位结束后,Y轴返回一工位,机械瓜旋转轴返回原角度;底盘旋转轴转动一定角度,旋转到位检测一接通,机械爪松开,成型产品被送入传送带。机械爪松开后,底盘旋转轴继续旋转一定角度,旋转到位检测二接通,自动送料系统开始送料,有料检测接通后,机械爪抓紧;夹紧信号接通,底盘旋转轴旋转至原始位置,周期工作开始。
四 控制系统
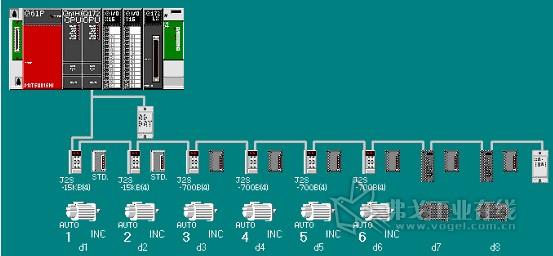
整个控制系统由6轴组成,压辊轴功率较大;从性能稳定性考虑,我们选用两台MR-J2S-15KB4及HA-LFS15K14驱动上下压辊;四台MR-J2S-700B及HC-SFS702驱动机械手传送结构。控制系统选用多CPU系统:Q02CPU+Q172CPUN,Q172CPUN最多可以控制8轴,编程方便简单。用SSCNET总线与伺服放大器进行连接,方便可靠。具体参见下图:
五 主要输入输出信号列表

六 运动SFC程序
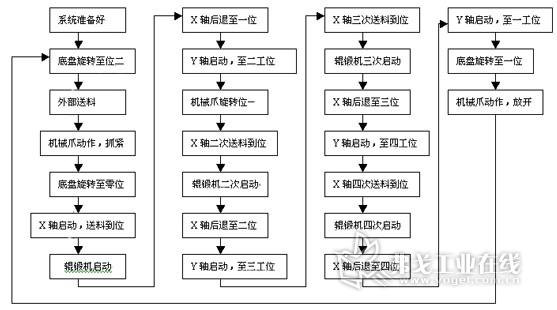
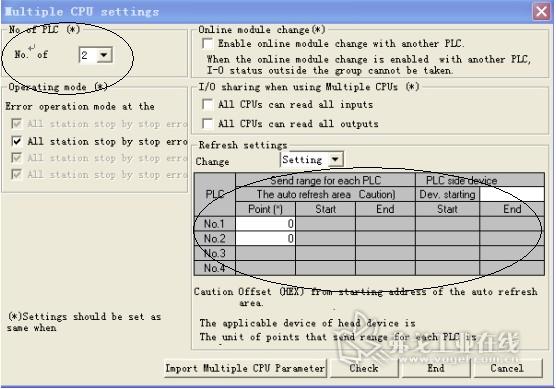
运动SFC程序(包括系统参数的设置等)采用MT Developer编写,整个程序分为主程序,自动运行,手动运行三部分。SFC程序采用自动运行方式,用外部输入信号作为触发器来启动伺服程序。多CPU 系统设置时选择2个CPU,刷新地址采用自动刷新,不必设置地址;伺服单位系统选用脉冲单位。 程序工步流程图如下:
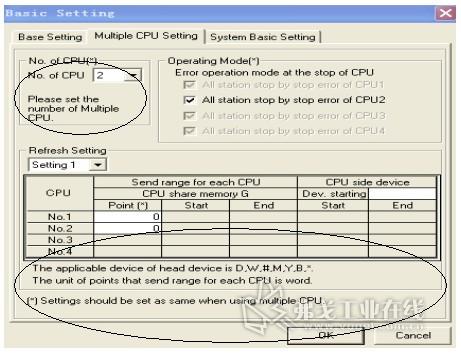
多CPU系统设置参考如下:
Q02CPU设置:
Q172CPUN设置:
结束语
本控制系统采用三菱性能优良的运动CPU系统,通过使用高速串行通信方式,运动控制器和伺服放大器之间可以快速连接,简化接线。软件避开烦琐的参数设置及控制程序,采用运动SFC程序,实现复杂的伺服控制。
三菱电机自动化(中国)有限公司